Ваша корзина пуста
пн-вс 10:00-20:00, Без выходных
Юрий Евглевский о товаре 3D принтер Creality Ender 3 V3 SE (набор для сборки):
«Сегодня пришел мой принтер. Всё отлично. Всё вовремя, всё в комплекте. Собрали за 30 минут никуда не торпясь, покуривая, и наслаждаясь моментом. По...»
Рахим о товаре 3D принтер Flying Bear Ghost 6:
«Очень крутая модеоь»
милиардер о товаре 3D принтер Picaso Designer XL S2:
«Офигенный принтер.Мама в шоке. Создали целый дом! Европейское качество. Производителям-спасибо!»

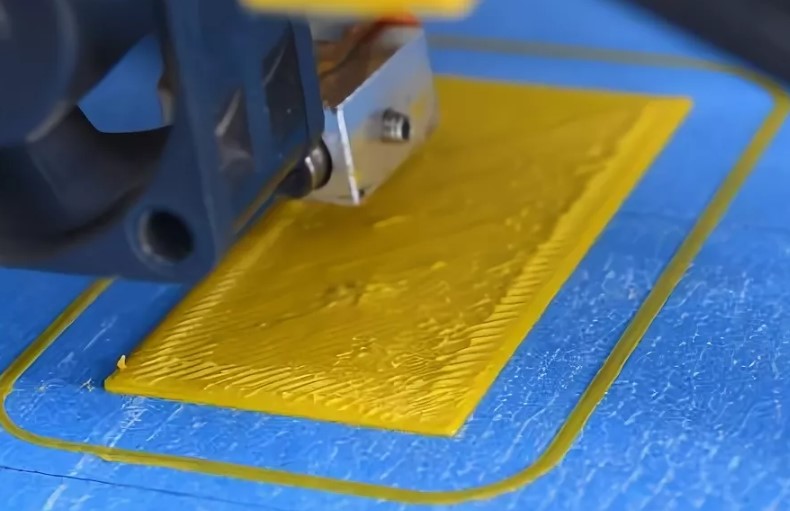
Не прилипает первый слой?
Данную проблему необходимо срочно решать, поскольку от первого слоя служащего основой, вернее от надежности его крепления к рабочему столу, зависит качественное построение модели. Существует несколько причин ее появления, рассмотрим самые распространенные из них.
1. Перекошенная платформа печати.
Печатная платформа перед запуском в работу 3D-принтера должна быть в абсолютно ровном горизонтальном положении, в противном случае расстояние между соплом и ею окажется неравномерным. Для ее выравнивания конструкцией принтера предусмотрены винты и ручки, а также специальная функция – «Bed leveling wizard». Ее можно найти в меню «Tools» и воспользоваться для поэтапной настройки платформы, путем выставления нужных параметров.
2. Неправильная калибровка рабочего расстояния.
Выравнивание рабочего стола – это только пол дела, важно правильно разместить над ним сопло экструдера так, чтобы для выхода филамента оставалось достаточно свободного пространства, но при этом нить как бы вминалась в него. Для этого нужно воспользоваться функцией калибровки рабочей платформы, которая есть у большинства современных моделей. Если ваш 3D-принтер данной функции лишен, тогда калибровку рабочего стола придется делать вручную – зафиксировать печатающую головку в статичном положении и остановить работу двигателей, а затем – регулировать расстояние, передвигая печатающий блок.
Еще одним способом калибровки рабочего стола 3D-принтера будет программная корректировка, отличающаяся высокой точностью и простотой использования. Все необходимые для нее параметры вы найдете в меню. Все, что нужно сделать – это откорректировать показатели в слайсерном G-Code. Изначально лучше задать небольшие значения расстояния, а затем контролировать их по тестовой печати и, при необходимости вносить изменения в них.
Выполняя калибровку рабочего стола 3D-принтера, примите во внимание следующее:
Учитывайте вышеперечисленные рекомендации и не игнорируйте необходимость калибровки.
3. Неправильно выбранная скорость печати.
Неправильно выбранная скорость печати может нарушить сцепку между слоями выращиваемой модели. Особенно это касается выхода первого слоя. Его недостаточное прилипание к рабочей поверхности, говорит о чересчур высокой скорости печати. Выход филаментной нити можно и нужно замедлить, воспользовавшись соответствующей функцией First Layer Speed из меню Edit Process Settings. Печатая первый слой, снижайте установленные программой скоростные показатели наполовину.
4. Неправильная настройка рабочей температуры.
Деформацию 3D-модели может спровоцировать ее быстрое охлаждение. Этим «грешат» высокотемпературные АВS-пластики, которым на остывание нужно давать больше времени, нежели другим материалам. Охлаждение моделей обеспечивают специальные вентиляторы. Они имеют свои рабочие параметры, которые пользователи могут самостоятельно менять. При быстром остывании сохраняется риск отслаивания пластика от рабочего стола, что провоцирует деформацию 3D-модели. Для предупреждения этого обычно бывает достаточно выключения вентилятора. Это позволит медленно охлаждаться первым слоям модели и свести риск ее деформации к нулю. Для отключения вентиляторов предусмотрена функция Cooling из меню Edit Process Settings. Некоторые модели даже дают возможность пользователям указывать разную скорость вращения вентилятора при выходе первого и каждого последующего слоя. При печати 3D-модели высокотемпературными АВS-пластиками вентилятор можно полностью отключить и включить подогрев платформы, позволяющий исключить риск деформации первого слоя. Эта функция находится в меню Edit Process SettingsTemperature. Для включения подогрева платформы требуется указание температурных параметров первого слоя будущей модели. Чтобы не ошибиться с ними, рекомендуем воспользоваться установленными нормами нагрева материала, которыми выполняется 3D-печать. При наличии сквозняков требуется дополнительная защита рабочей платформы от охлаждения.
5. Неправильно выбраны материалы для защиты рабочей платформы.
И для профессиональной, и для любительской 3D-печати применяют различные филаменты, поэтому их реакцию на используемые расходные материалы – ленту, клей и т.д. сложно предугадать. Для исключения низкокачественной печати следует использовать идеально подходящий для покрытия рабочей поверхности материал, купить который можно в специализированном магазине. Допускается выполнение 3D-печати непосредственно на рабочем столе без вспомогательных материалов, при условии, что он будет идеально чистым. Для усиления адгезии 3D-пластика с рабочим столом разрешено использовать отрезки лент, клеи, спреи, лаки для волос и прочие подобные материалы.
6. Печать модели с небольшой нижней поверхностью.
Если необходимо вырастить 3D-модель с небольшой нижней поверхностью, следует воспользоваться функцией brim из меню Additions ---> Use skirt/brim, которая позволит ее искусственно увеличить путем печатания вокруг нее «шляпы». Альтернативой ей будет использование ранее напечатанной подложки, которая будет служить основой для будущей 3D-модели.